





熔体流动速率,最初称为熔体流动指数 (MFI),是衡量熔融热塑性树脂流动性的指标。
它被描述为熔体质量流动速率 (MFR),以 g/10 分钟表示,以及熔体体积流动速率 (MVR),以 cm3/10 分钟表示。
如何测试 MFR 和 MVR?
Table of Contents
有几种方法可用于确定树脂的流动性,而熔体流动测试是最简单的方法,可提供简单的指标。
使用挤出塑性计在测试标准(例如 ISO 1133、JIS K7210、ASTM D1238)中规定的条件和说明下测试样品。测试标准中包含几个程序。最常见的是程序 A 和 B。
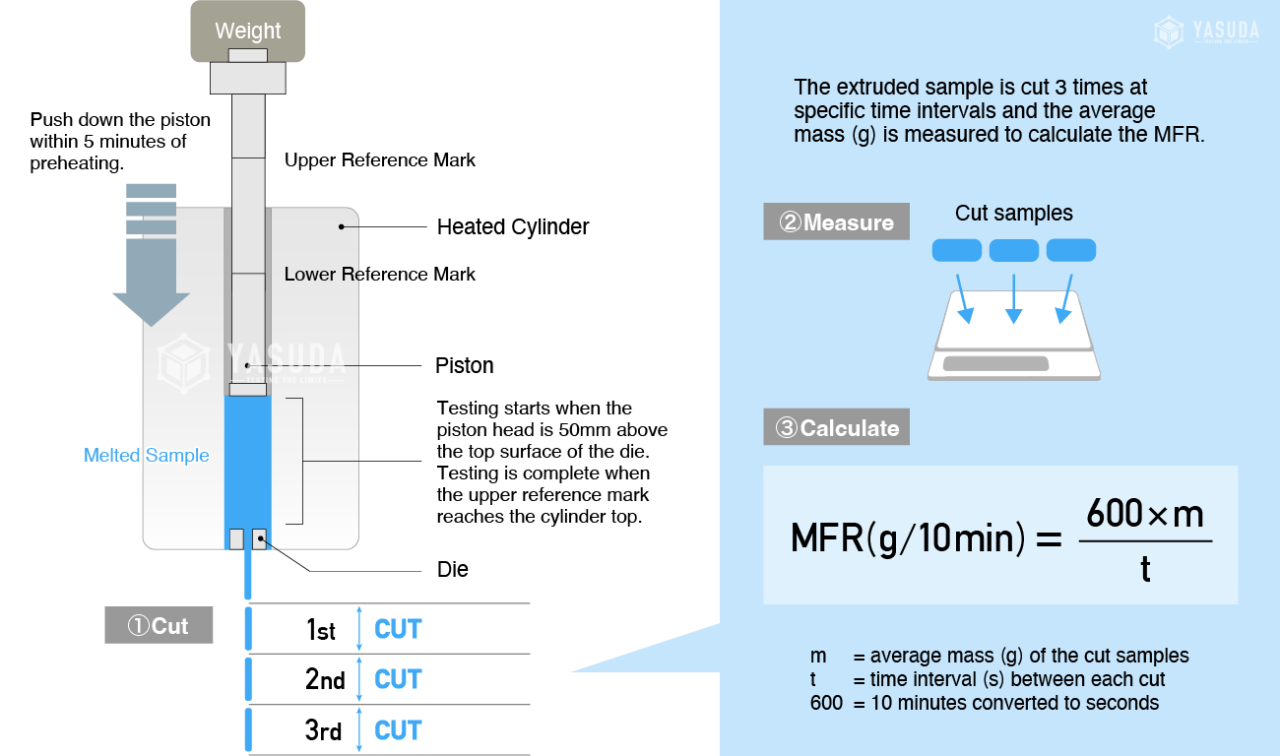
在程序 A 中,测试样品以颗粒或有时是粉末的形式装入加热的圆筒中。预热特定时间后,对熔化的样品施加恒定负载,并从圆筒底部的模具中挤出。在特定的时间间隔内,切割挤出物。测量切割样品的质量以计算 10 分钟内挤出的质量。(请参阅下面的分步程序。)
在程序 B 中,不是在特定时间间隔切割挤出物,而是测量以下任一项:
1) 活塞在特定时间内行进的距离,
2) 活塞行进指定距离的持续时间。
测试结果以 MFR(g/10 min)或 MVR(cm3/10 min)表示。MFR 描述质量,而 MVR 描述体积。MFR 可以通过将 MVR 乘以熔融样品的密度来确定。
MFR 对应于树脂的分子量。分子量越高的树脂,MFR 越低。相反,分子量越低的树脂,MFR 越高。在大多数情况下,随着 MFR 值变高,熔融树脂更容易流动,加工也变得更容易。然而,拉伸强度会减弱。
测试程序
程序 A
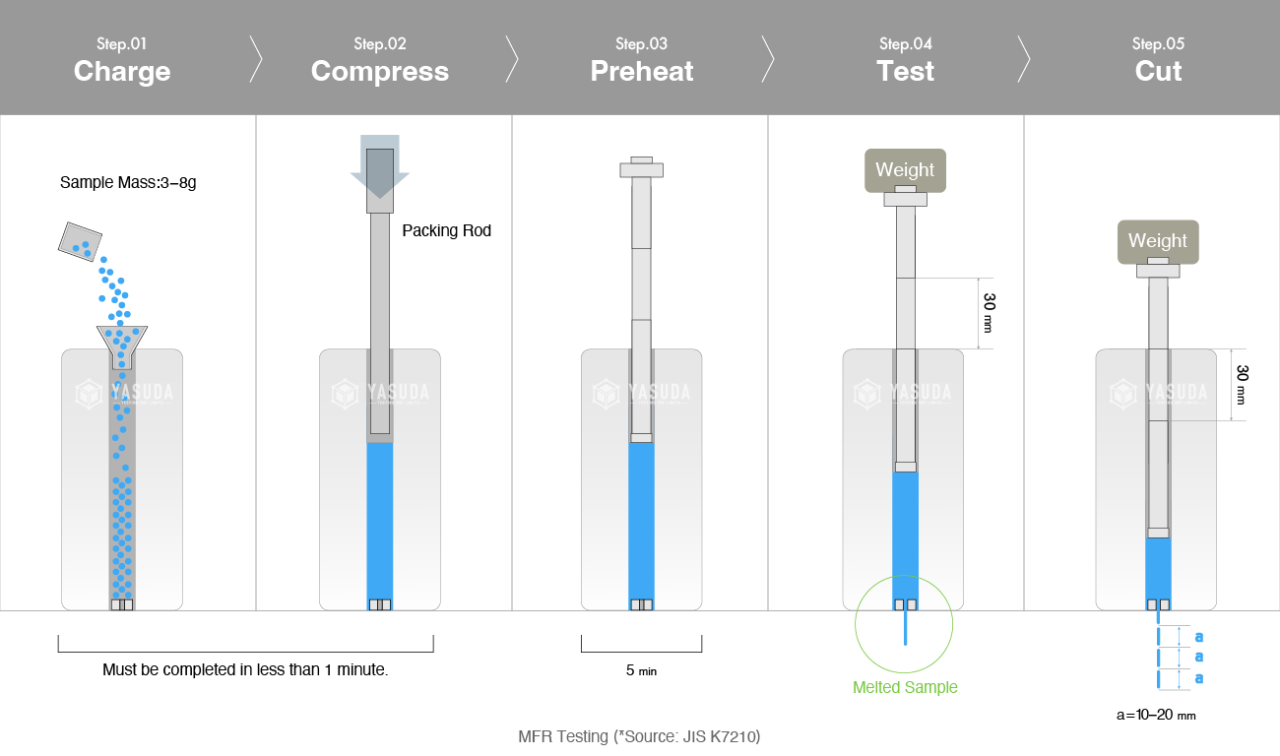
- 将样品装入加热的圆筒中。
- 用填料棒压缩样品(以去除样品中滞留的气体)。
- 将活塞插入圆筒并设置测试重量。
- 预热 5 分钟。
- 当活塞的下参考标记到达圆筒顶部时(换句话说,当活塞头高于模具顶面 50 毫米时)开始测试。
- 在特定的时间间隔内,切割挤出的样品。切割并取出至少 3 条挤出物。
- 测量挤出物的质量,并使用下一节中所示的公式计算 MFR(g/10 分钟)。
MFR 和 MVR 计算
程序 A
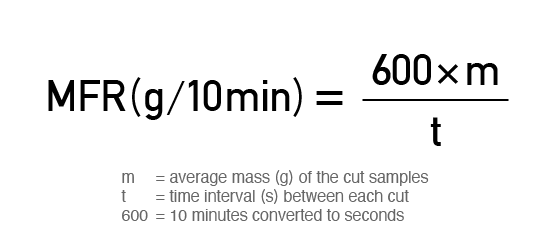
以特定时间间隔(例如 60 秒)切割样品,并测量切割树脂的质量。
MFR 由以下公式给出。
程序 B
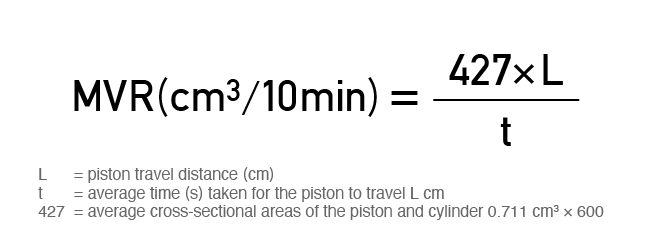
计算活塞行进指定距离所需的时间。
MVR 由以下公式给出。
要根据 MVR 计算 MFR,请测量样品密度并使用以下公式。

简单测试,简单索引
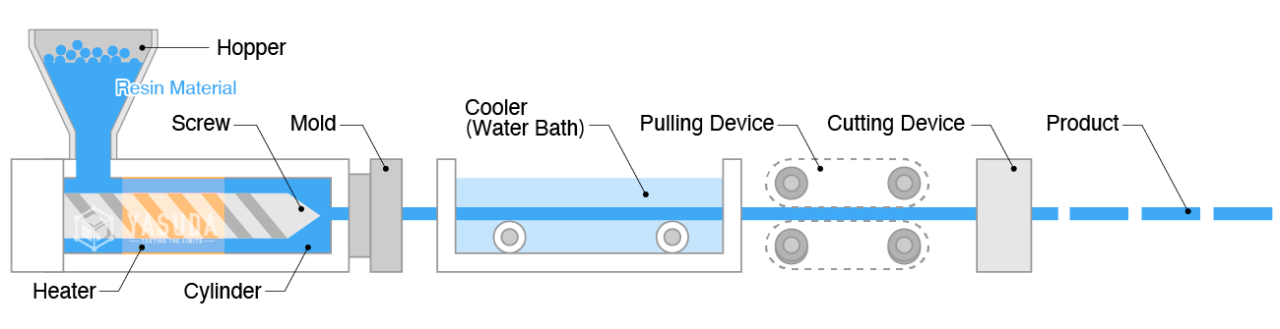
在挤压成型中,如下图所示,将样品倒入并熔化在加热的圆筒中加热,然后从模具中挤出。听起来很熟悉?熔体流动测试重现并简化了挤出成型的过程。由于其简单性,MFR 通常用作塑料材料质量控制的基本指标。
熔体流动测试会产生不同的结果吗?
MFR 和 MVR 很容易受到样品颗粒的水分(吸水率)、样品的树脂或填料(如玻璃纤维和碳纤维)含量的影响。由于操作人员的技术不同,熔体流动测试的结果也会有所不同。因此,为了获得更一致的结果,测试应由同一个人在相同的条件下进行。
作为一种解决方案,Yasuda 提供了为操作员执行测试的自动测试仪。

