





メルトフローレートは、もともとメルトフローインデックス (MFI) と呼ばれ、溶融した熱可塑性樹脂の流動性の尺度です。
メルトフローレートは、メルトマスフローレート (MFR) として表され、g/10 分で表され、メルトボリュームフローレート (MVR) として表され、cm3/10 分で表されます。
MFR と MVR はどのようにテストされますか?
樹脂の流動性を判断するために使用される方法はいくつかありますが、メルトフローテストはシンプルな指標を与える最も簡単な方法です。
サンプルは、試験規格 (ISO 1133、JIS K7210、ASTM D1238 など) で指定された条件と指示に従って、押し出しプラストメーターで試験されます。試験規格にはいくつかの手順が含まれています。最も一般的なのは手順 A と手順 B です。
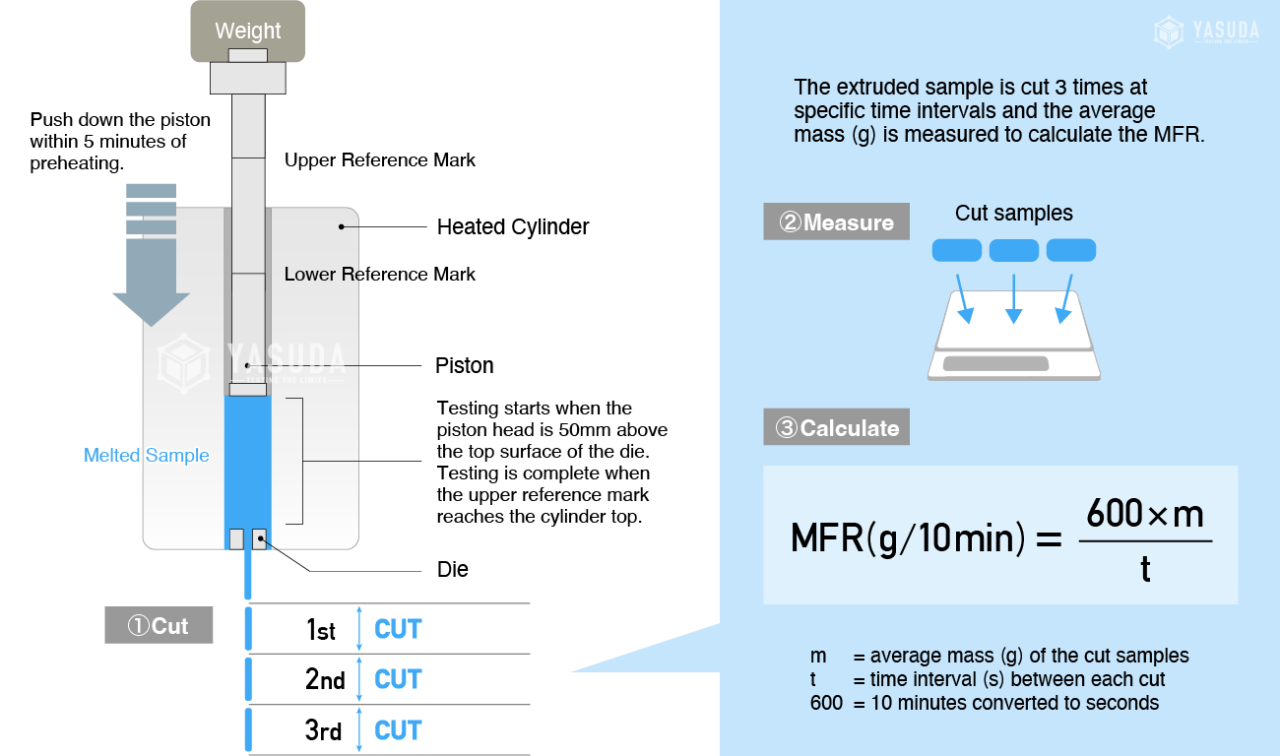
手順 A では、ペレットまたは場合によっては粉末の形で、試験サンプルが加熱されたシリンダーに充填されます。一定時間予熱した後、溶融サンプルに一定の荷重が加えられ、シリンダーの底にあるダイから押し出されます。特定の時間間隔で、押し出し物が切断されます。切断されたサンプルの質量を測定して、10 分間に押し出された質量を計算します。(手順の詳細については、以下を参照してください。)
手順 B では、特定の時間間隔で押し出し物を切断する代わりに、次のいずれかを測定します:
1) ピストンが指定された時間に移動する距離、
2) ピストンが指定された距離を移動する時間。
試験結果は、MFR (g/10 分) または MVR (cm3/10 分) で表されます。MFR は質量を表し、MVR は体積を表します。MFR は、MVR と溶融サンプルの密度を掛け合わせることで算出できます。
MFR は樹脂の分子量に相当します。樹脂の分子量が大きいほど MFR は低くなります。一方、樹脂の分子量が小さいほど MFR は高くなります。ほとんどの場合、MFR 値が高くなると、溶融樹脂は流れやすくなり、加工が容易になります。ただし、引張強度は弱くなります。
テスト手順
手順 A
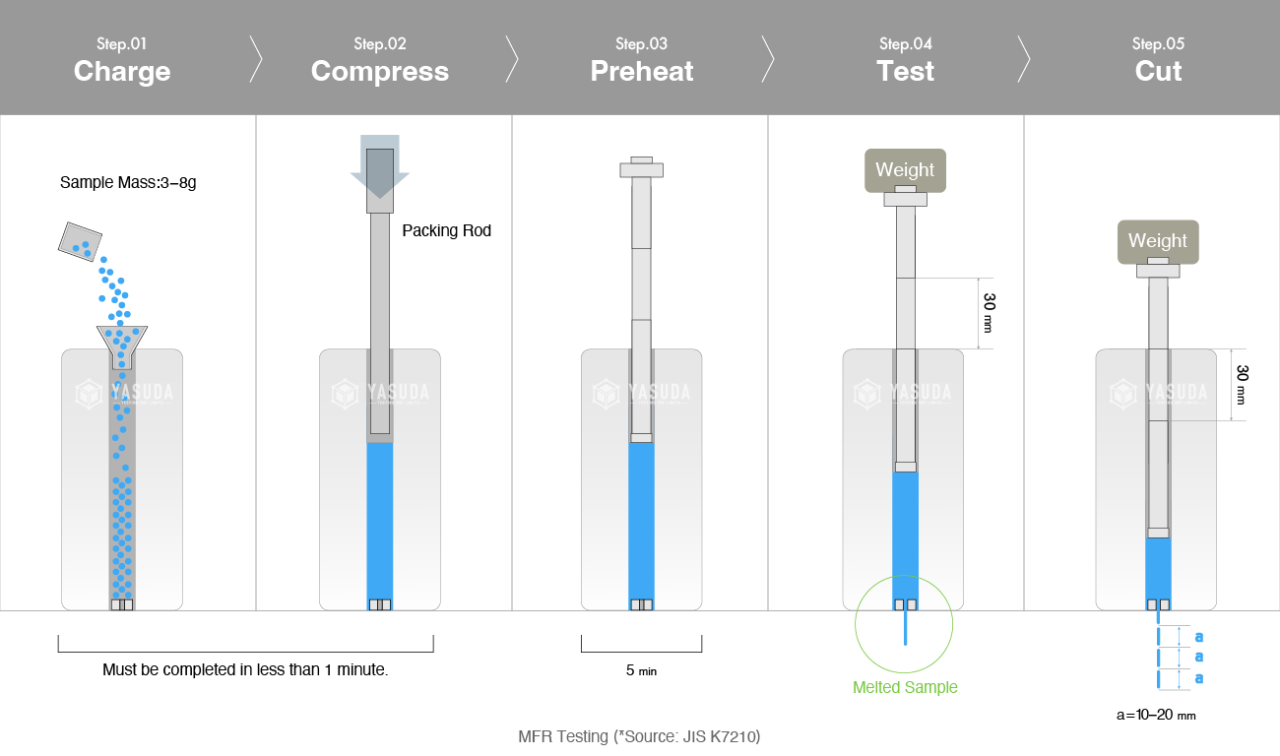
- 加熱したシリンダーにサンプルを充填します。
- サンプルをパッキング ロッドで圧縮します (サンプルに閉じ込められたガスを除去するため)。
- ピストンをシリンダーに挿入し、テスト重量を設定します。
- 5 分間予熱します。
- ピストンの下側の基準マークがシリンダーの上部に到達したら (つまり、ピストン ヘッドがダイの上面から 50 mm 上にあるとき)、テストを開始します。
- 特定の時間間隔で、押し出されたサンプルを切り取ります。押し出し物を少なくとも 3 本のストランドに切り取ります。
- ストランドの質量を測定し、次のセクションに示す式を使用して MFR (g/10 分) を計算します。
MFR と MVR の計算
手順 A
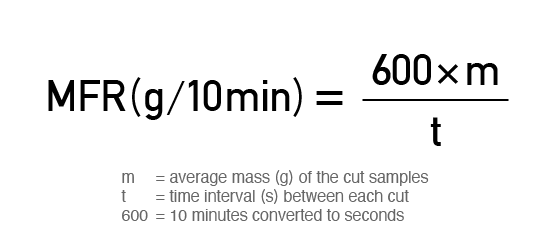
サンプルを特定の時間間隔 (例: 60 秒) で切り取り、切り取った樹脂の質量を測定します。
MFR は次の式で求められます。
手順 B
ピストンが指定された距離を移動するのにかかる時間を計測します。
MVR は次の式で求められます。
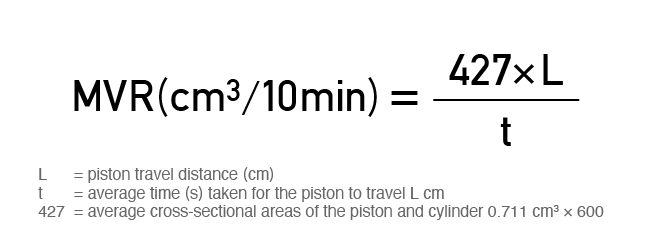
MVR から MFR を計算するには、サンプル密度を測定し、次の式を使用します。

簡易テスト、簡易インデックス
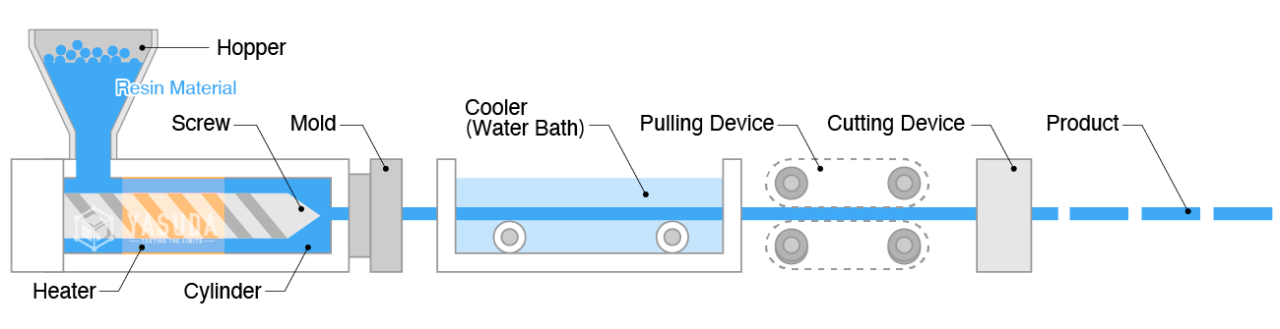
押し出し成形では、下の図に示すように、サンプルを注ぎ、溶かします。加熱されたシリンダーで成形され、その後ダイから押し出されます。聞き覚えがありますか? メルトフローテストは、押し出し成形のプロセスを再現し、さらに簡素化します。そのシンプルさから、MFR はプラスチック材料の品質管理における基本指標としてよく使用されます。
メルトフローテストでは異なる結果が得られますか?
MFR と MVR は、サンプルペレットの水分 (吸水率)、サンプルの樹脂または充填剤 (ガラス繊維や炭素繊維など) の含有量によって簡単に影響を受けます。メルトフローテストの結果は、技術の違いにより、オペレーター間でも異なる場合があります。そのため、より一貫した結果を得るためには、同じ人が同じ条件でテストを実施する必要があります。
解決策の 1 つとして、Yasuda はオペレーターに代わってテストを実行する自動テスターを提供しています。

